افعل ذلك بنفسك لإصلاح شعلة اللحام لجهاز شبه تلقائي
بالتفصيل: افعل ذلك بنفسك لإصلاح شعلة اللحام لجهاز نصف آلي من سيد حقيقي للموقع my.housecope.com.
0
poipoi 09 أغسطس 2011
يوجد جهاز شبه أوتوماتيكي في حالة صالحة للعمل مع موقد رث جدا. (+ سموم الغاز) الموقد غير قابل للإزالة - يذهب مع غلافه إلى أعماق الجسم. هل من الممكن استبدال الموقد بنفسك؟ هل من الضروري البحث عن موقد بنفس الطريقة؟ أو يمكنك المسمار أي مراقبة قطر السلك؟
جهاز TELWIN TELMIG 130 مثل
0
budia 22 يناير 2012
1
30 يناير 2012
يوجد جهاز شبه أوتوماتيكي في حالة صالحة للعمل مع موقد رث جدا. (+ سموم الغاز) الموقد غير قابل للإزالة - يذهب مع غلافه إلى أعماق الجسم. هل من الممكن استبدال الموقد بنفسك؟
أولاً ، اتصل بالخدمة ، واسمح لهم بتحديد تكلفة التكلفة بشكل منفصل. لماذا نضع شيئًا على الغراء والفوهات !؟ ويمكنك تغييره بنفسك ، أو نمت يديك من المكان الصحيح. لأن بعض الناس لا يستطيعون حتى حمل مفك البراغي. ولا يمكنهم تغيير الموقد على الإطلاق.
آلة اللحام شبه الأوتوماتيكية هي جهاز شائع إلى حد ما بين الحرفيين المحترفين والمنزليين ، وخاصة أولئك الذين يشاركون في إصلاح الهيكل. يمكن شراء هذه الوحدة جاهزة. لكن العديد من مالكي آلات اللحام العاكس يتساءلون: هل من الممكن تحويل العاكس إلى جهاز شبه آلي حتى لا تشتري ماكينة لحام أخرى؟ يعد صنع جهاز نصف أوتوماتيكي من العاكس بيديك مهمة صعبة إلى حد ما ، ولكن مع وجود رغبة قوية يكون ذلك ممكنًا تمامًا.
لتجميع الوحدة ، ستحتاج إلى العناصر التالية:
آلة لحام العاكس
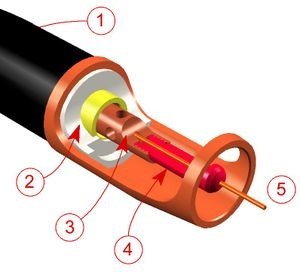
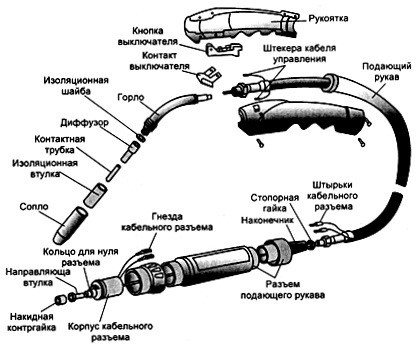
موقد ، بالإضافة إلى خرطوم مرن خاص ، يوجد بداخله خط أنابيب غاز ودليل سلكي وكابل طاقة وكابل تحكم كهربائي ؛
آلية لتغذية الأسلاك الأوتوماتيكية الموحدة ؛
وحدة التحكم ، وكذلك وحدة التحكم في سرعة المحرك (وحدة التحكم PWM) ؛
اسطوانة غاز واقية (ثاني أكسيد الكربون) ؛
صمام الملف اللولبي لقطع الغاز.
لفائف مع سلك القطب.
فيديو (انقر للتشغيل).
لتجميع جهاز شبه أوتوماتيكي محلي الصنع من عاكس اللحام ، يجب أن يولد الأخير تيار لحام لا يقل عن 150 ألفًا ، ولكن سيتعين تحديثه قليلاً ، لأن خصائص الجهد الحالي (CVC) للعاكس غير مناسبة للحام بسلك قطب كهربائي في بيئة غاز واقية.
ولكن أكثر عن ذلك لاحقا. تحتاج أولاً إلى عمل الجزء الميكانيكي من الجهاز شبه التلقائي ، أي آلية تغذية الأسلاك.
نظرًا لأنه سيتم وضع وحدة التغذية في صندوق منفصل ، فهي مثالية لهذا الغرض. حالة نظام الكمبيوتر. بالإضافة إلى ذلك ، لا تحتاج إلى التخلص من مصدر الطاقة. يمكن تكييفه مع تشغيل آلية التطرق.
أولاً ، تحتاج إلى قياس قطر بكرة السلك أو ، بعد تحديدها على الورق ، قم بقص دائرة وإدخالها في الجسم. يجب أن يكون هناك مساحة كافية حول البكرة لاستيعاب المكونات الأخرى (مزود الطاقة ، والخراطيم ، ووحدة تغذية الأسلاك).
جهاز سحب الأسلاك مصنوع من آلية ممسحة الزجاج الأمامي للسيارة. تحتها ، من الضروري تصميم إطار يحمل أيضًا بكرات الضغط. يجب رسم التصميم على ورق سميك بمقياس حقيقي.
يجب تثبيت وحدة التغذية في الغلاف بحيث يكون الموصل في مكان مناسب.
من أجل تغذية السلك بالتساوي ، يجب تثبيت جميع المكونات مقابل بعضها البعض تمامًا. يجب أن تتمركز الأسطوانات فيما يتعلق بفتحة تركيب المدخل الموجودة في موصل الخرطوم.
كأدلة الأسطوانة استخدام محامل قطر مناسبة. يتم تشكيل أخدود صغير عليها باستخدام مخرطة ، يتحرك على طولها سلك القطب. بالنسبة لجسم الآلية ، يمكنك استخدام الخشب الرقائقي بسمك 6 مم ، أو القماش المنسوج أو البلاستيك المتين. تم إصلاح جميع العناصر على الأساس ، كما هو موضح في الصورة التالية.
تستخدم كدليل أساسي للسلك الترباس المحفور محوريا. والنتيجة هي شيء مثل آلة بثق الأسلاك. عند مدخل التركيب ، يتم وضع كامبريك مقوى بنابض (للصلابة).
يتم أيضًا تحميل القضبان التي يتم تثبيت البكرات عليها بنابض. يتم ضبط قوة التثبيت باستخدام الترباس الموجود أدناه ، والذي يتم توصيل الزنبرك به.
أساس تثبيت البكرة يمكن أن تكون مصنوعة من قطعة صغيرة من الخشب الرقائقي أو المنسوجات وقص أنبوب بلاستيكي بقطر مناسب.
بعد ذلك ، يجب وضع جميع المكونات بعناية في العلبة.
من أجل تحقيق جودة لحام جيدة عند اللحام ، من الضروري التأكد من تغذية السلك بسرعة معينة وثابتة. نظرًا لأن المحرك من الماسحة مسؤول عن معدل تغذية الجهاز ، فهناك حاجة إلى جهاز يمكنه تغيير سرعة دوران المحرك الخاص به. لهذا ، يعد الحل الجاهز مناسبًا ، ويمكن أيضًا شراؤه في الصين ، ويسمى تحكم PWM.
يوجد أدناه رسم تخطيطي يتضح من خلاله كيفية توصيل وحدة التحكم في السرعة بالمحرك. يتم عرض منظم وحدة التحكم المزود بشاشة رقمية على اللوحة الأمامية للعلبة.
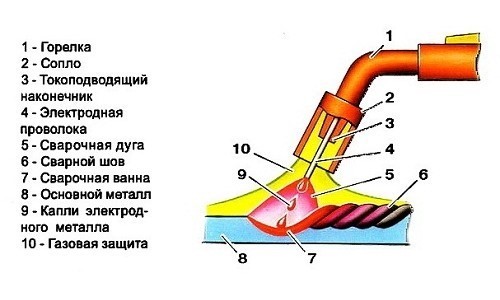
بعد ذلك ، تحتاج إلى التثبيت مرحل يتحكم في صمام الغاز. سوف يتحكم أيضًا في بدء تشغيل المحرك. يجب تنشيط كل هذه العناصر بالضغط على زر البدء الموجود على مقبض الموقد. في هذه الحالة ، يجب أن يكون إمداد الغاز إلى مكان اللحام متقدمًا (بحوالي 2-3 ثوانٍ) لبدء تغذية السلك. خلاف ذلك ، سوف يشتعل القوس في جو من الهواء الجوي ، وليس في بيئة غاز التدريع ، ونتيجة لذلك سوف يذوب سلك القطب.
يمكن تجميع مرحل تأخير لجهاز نصف آلي محلي الصنع على أساس الترانزستور 815 والمكثف. للحصول على توقف مؤقت لمدة ثانيتين ، يكفي استخدام مكثف 200-2500 فائق التوهج.
صمام إغلاق الملف اللولبي توضع في أي مكان لا تتداخل فيه مع تشغيل الأجزاء المتحركة ، ويتم توصيلها بالدائرة حسب الرسم التخطيطي. يمكنك استخدام صمام الهواء من GAZ 24 أو شراء صمام خاص مصمم للأجهزة شبه الآلية. الصمام مسؤول عن الإمداد التلقائي بغاز التدريع إلى الموقد. يتم تشغيله بعد الضغط على زر البدء الموجود على الموقد شبه الأوتوماتيكي. وجود هذا العنصر يوفر بشكل كبير استهلاك الغاز.
علاوة على ذلك ، بعد تثبيت جميع العقد في العلبة ، سيكون المرفق بالعاكس للحام شبه التلقائي جاهزًا للتشغيل.
ولكن كما لوحظ بالفعل ، فإن خصائص الجهد الحالي (CVC) للعاكس ليست مناسبة للتشغيل الكامل للجهاز شبه التلقائي. لذلك ، لكي تعمل البادئة شبه الأوتوماتيكية جنبًا إلى جنب مع العاكس ، يلزم إجراء تغييرات صغيرة على دائرتها الكهربائية.
هناك العديد من المخططات لتغيير خاصية I-V الخاصة بالعاكس ، ولكن أسهل طريقة للقيام بذلك هي كما يلي:
تجميع الجهاز باستخدام الخانق من مصباح الفلورسنت وفقًا للمخطط أدناه ؛
لتوصيل الجهاز المجمع ، ستحتاج إلى تجميع كتلة أخرى وفقًا للمخطط التالي ؛
من أجل منع العاكس من تشغيل مستشعر السخونة الزائدة ، يجب أن يتم لحام optocoupler (بالتوازي) معه ، كما هو موضح في الرسم البياني التالي.
ولكن إذا تم التحكم في تيار اللحام في العاكس مع تحويلة، ثم يمكنك تجميع دائرة بسيطة من ثلاثة مقاومات ومفتاح وضع ، كما هو موضح أدناه.
نتيجة لذلك ، سيكلف تحويل محول اللحام إلى جهاز شبه آلي 3 مرات أرخص من الوحدة المنتهية بالفعل. لكن بالطبع ، للتجميع الذاتي للجهاز ، ستحتاج إلى معرفة معينة في مجال الراديو.
آلات اللحام شبه الأوتوماتيكية هي تصميمات بسيطة وموثوقة. لكن لا يوجد شيء أبدي ، حتى آليات الجودة الأعلى يمكن أن تفشل ، والأسباب الرئيسية يمكن أن تكون انتهاكات لقواعد التشغيل.
جهاز اللحام شبه الأوتوماتيكي.
في أغلب الأحيان ، تحدث أعطال في آلة اللحام شبه الأوتوماتيكية في أضعف أجزاء الجهاز. في هذه الآلية ، يكون هذا المكان عبارة عن كتلة ذات علامة تجارية يتم توصيل أسلاك اللحام بها. في حالة الاتصال الضعيف مع زيادة تيار اللحام ، يمكن أن يحدث ارتفاع في درجة حرارة التوصيلات والكابلات المتصلة به. سيؤدي ذلك إلى تدمير الاتصال ، وبالتالي حرق الطبقة العازلة في نهايات اللفات وقد تحدث دائرة كهربائية قصيرة.
في هذه الحالة ، يتم فرز الوصلات الساخنة ، وتنظيف جهات الاتصال والمشابك لإنشاء ملاءمة جيدة لجهات الاتصال لجميع العناصر. قد تحدث أيضًا أعطال أخرى.
عمل ماكينة لحام شبه اوتوماتيكية.
في هذه الحالة ، عند الاتصال بالشبكة ، يحدث إغلاق تلقائي ، حيث يتم تشغيل عنصر الحماية. غالبًا ما تحدث مثل هذه المشكلات في عملية إغلاق دائرة الجهد العالي. عادة ما يتم إغلاق الأسلاك والحالة أو الأسلاك نفسها. قد تعمل الحماية بسبب ماس كهربائى بين لفائف الملف أو عناصر الدائرة المغناطيسية.
إذا كان الإصلاح ضروريًا ، فافصل آلة اللحام عن التيار الكهربائي ، وحدد مصدر المشكلة وقم بإصلاحها - قد يكون هذا هو استعادة العزل واستبدال المكثف والأعطال المحتملة الأخرى.
غالبًا ما يكون هذا النوع من المشاكل مصحوبًا بارتفاع درجة حرارة الجهاز. قد يكون هناك عدة عوامل:
يتم فك البراغي التي تشد العناصر الموصلة مغناطيسيًا ؛
كسر في المرفق الأساسي أو في آلية تحريك الملفات ؛
الحمل الزائد للمعدات (عملت آلة اللحام لفترة طويلة إلى حد ما ، أعلى مؤشرات التيار ، مقطع عرضي كبير للقطب).
يمكن للجهاز أيضًا أن يصدر صوتًا قويًا عند حدوث قصور في أسلاك اللحام أو عناصر الدائرة المغناطيسية. عند إنشاء مثل هذا العطل ، من الضروري التحقق من جميع المثبتات ، وإذا لزم الأمر ، يتم شدها ، ويتم التخلص من الأعطال في آلية التثبيت الأساسية ، ومن الضروري فحص كابلات اللحام وعزلها.
جهاز حرق نصف أوتوماتيكي.
في أغلب الأحيان ، تحدث مثل هذه الانتهاكات من عدم الامتثال لقواعد التشغيل - يتجاوز إعداد تيار اللحام الحدود المسموح بها ، ويتم استخدام أقطاب كهربائية كبيرة جدًا ، كما تنتهك مدة التشغيل (بدون انقطاع ضروري) لآلة اللحام . في حالة حدوث مثل هذه المشكلات ، يلزم الامتثال للوضع المسموح به لهذا الجهاز ، وكذلك لتبريد الجهاز ، مع أخذ استراحة من العمل.
تؤدي السخونة الزائدة المفرطة إلى دوائر قصيرة من لفات لف الملف - وهذه هي عواقب حرق الطبقة العازلة ، مما يؤدي حتى إلى الدخان. يعتبر هذا أخطر عطل يمكن أن يحترق فيه الجهاز. إذا حدث هذا ، فمن الضروري استعادة الطبقة العازلة للأسلاك في الملفات ، ولكن يحدث أنه لا يمكنك الاستغناء عن الترجيع الكامل. عند إعادة اللف ، يجب استخدام سلك من القسم السابق وبنفس عدد الدورات.
وإذا كان هناك مؤشر صغير لتيار اللحام؟ ترتبط هذه الأعطال بانخفاض جهد شبكات الإمداد بالطاقة أو انهيار المنظم الذي يمد الجهاز بالتيار الكهربائي.
إذا لم يتم تنظيم تيار آلة اللحام ، فستحدث مشكلة مماثلة من خلل في ضبط التيار الميكانيكي.
المنظمون في كل نموذج لديهم تعديل مختلف. غالبًا ما تحدث المشكلات في براغي المنظم ، في عناصر التثبيت ، مع التنقل غير المتكافئ للملفات الثانوية ، إذا كان ملف الاختناق قصيرًا ، وكذلك مع تغلغل الحطام أو الأجسام الغريبة.في هذه الحالة ، يجب إزالة الغلاف ومن الضروري دراسة جميع آليات التحكم.
الانقطاع التلقائي للقوس دون إمكانية استئناف العمل. مع مثل هذا العطل ، تظهر الشرر فقط بدلاً من القوس. يحدث هذا في حالة حدوث عطل في لف الجهد العالي ، من دائرة كهربائية قصيرة لأسلاك اللحام ، في حالة انقطاع توصيل الأسلاك بأطراف الجهاز.
الاستهلاك المفرط للتيار في الشبكة بدون تحميل. قد تنشأ مثل هذه المشكلة بسبب ماس كهربائى لفات اللف ، والتي يمكن القضاء عليها عن طريق استعادة العزل أو عن طريق تغيير الملف بالكامل على ملف اللحام.