يتم كتابة الأسطح المحددة في تسلسل محدد. يمكن أن يكون مختلفًا لكل آلة ، لذلك سنوفر مخططًا انسيابيًا لتنفيذ هذا الإجراء لمخرطة قطع لولبية تقليدية (على سبيل المثال ، لآلة 1E61PM). في هذه الحالة ، يكون ترتيب كشط أدلة الماكينة بحيث تتم أولاً ، كما تفهم ، معالجة أدلة غراب الرأس (الخلفي) ، ثم الأدلة التالية:
في المستقبل ، يتم إجراء الاستعادة باستخدام التركيبة المضادة للاحتكاك لأدلة غراب الذيل. الغرض من هذه الإجراءات هو تحقيق:
VIDEO
في الأعمال المعدنية ، لتصنيع الأجزاء الأسطوانية (المخروطية) ، يتم استخدام مخرطة. هناك العديد من طرز جهاز الإنتاج هذا ، وكلها تشترك في نفس التصميم تقريبًا للتجمعات والأجزاء المتشابهة. واحد من هؤلاء هو دعم الآلة.
مخرطة منزلية
لفهم الوظائف التي يؤديها دعم المخرطة بشكل أفضل ، يمكنك التفكير في تشغيلها باستخدام مثال نموذج 16k20 الشائع. بعد مراجعة هذه المعلومات ، من الممكن أن يكون لدى بعض الحرفيين في المنزل فكرة لإنشاء مخرطة منزلية بأيديهم لتنفيذ الأعمال على المعدن.
هذه عقدة معقدة نوعًا ما لمخرطة معدنية ، على الرغم من بساطتها الواضحة. من مدى صحة صنعه وتثبيته وضبطه - تعتمد جودة الجزء المستقبلي ، ومقدار الوقت الذي استغرقته لتحقيق ذلك.
يمكن أن تتحرك الدعامة الموضوعة على الماكينة 16k20 في الاتجاهات التالية:
عرضي - عمودي على محور الشغل الدوار للتعمق فيه ؛
طولية - تتحرك أداة القطع على طول سطح قطعة العمل لإزالة طبقة زائدة من المادة أو لف الخيط ؛
مائل - لتوسيع الوصول إلى سطح قطعة العمل بالزاوية المطلوبة.
يوجد دعم الآلة 16k20 على الشريحة السفلية ، والتي تتحرك على طول الموجهات المثبتة على السرير ، وبالتالي تحدث الحركة الطولية. يتم ضبط الحركة من خلال دوران المسمار ، والذي يحول قوة الدوران إلى حركة انتقالية.
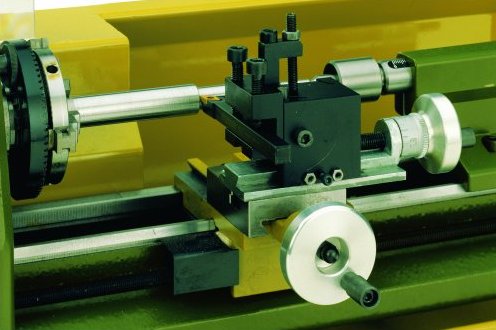
تم تصميم دعامة المخرطة لتثبيت وتحريك أداة القطع
في الشريحة السفلية ، يتحرك الفرجار أيضًا بشكل عرضي ، ولكن على طول أدلة منفصلة (شريحة عرضية) تقع بشكل عمودي على محور دوران الجزء.
يتم إرفاق لوحة دوارة بالشريحة المتقاطعة ، مع صمولة خاصة ، توجد عليها أدلة لحركة الشريحة العلوية. يمكنك ضبط حركة الشريحة العلوية مع قطب المسمار.
يحدث دوران الشريحة العلوية في المستوى الأفقي في وقت واحد مع اللوحة. وبالتالي ، يتم تثبيت أداة القطع بزاوية معينة للجزء الدوار.
الآلة مزودة برأس قطع (حامل أداة) ، مثبت على الشريحة العلوية بمسامير خاصة ومقبض منفصل. تحدث حركة الفرجار على طول المسمار اللولبي الموجود أسفل عمود الحركة. تتم هذه التغذية يدويًا.
في عملية العمل على آلة 16k20 ، هناك تآكل طبيعي ، وتخفيف ، وفك مشابك الفرجار. هذه عملية طبيعية ويجب مراقبة نتائجها باستمرار من خلال التعديلات والتعديلات المنتظمة.
المكونات الرئيسية للمخرطة
تم إجراء التعديلات التالية على دعم الماكينة 16k20:
أثناء الحركة العرضية والطولية لدعم الماكينة 16k20 على الشريحة ، يحدث تآكل المسمار وسطح العمل بسبب الاحتكاك المستمر.
يؤدي وجود مثل هذه المساحة الحرة إلى حركة غير متساوية للفرجار ، والتشويش ، والتذبذب أثناء الأحمال الجانبية التي تنشأ. تتم إزالة الخلوص الزائد باستخدام أسافين ، يتم من خلالها الضغط على حامل الخراطيش مقابل الموجهات.
يظهر رد فعل عنيف في الترس الحلزوني. يمكنك التخلص منه بدون تفكيك. باستخدام برغي التثبيت الموجود على جهاز حركة الفرجار هذا.
أثناء العمل طويل الأجل على المعدن على الماكينة 16k20 ، يحدث تآكل وانسداد لأختام الزيت ، والتي تقع في نهايات نتوء الحامل. بصريا ، يتم تحديد ذلك عند ظهور خطوط متسخة أثناء الحركة الطولية للفرجار.
غطاء أمامي للمخرطة مع ختم الزيت
من أجل القضاء على هذه الظاهرة دون تفكيك الوحدة ، من الضروري شطف حشوة اللباد ونقعها بزيت الآلة. إذا كانت موانع تسرب الزيت المهترئة غير صالحة للاستعمال تمامًا ، فيجب استبدالها بأخرى جديدة.
يبلى جهاز المخرطة هذا بمرور الوقت في ظل الأحمال الكبيرة الثابتة في الأعمال المعدنية.
يمكن التعرف بسهولة على التآكل الكبير من خلال حالة سطح شريحة التوجيه. قد تظهر المنخفضات الصغيرة عليها ، والتي ستمنع الحركة الحرة للفرجار في اتجاه معين.
مع الصيانة الدورية في الوقت المناسب ، قد لا تكون هذه الإصلاحات ضرورية ، ولكن في حالة وجود عيب من هذا النوع يجب أن يتم الإصلاح ، وفي حالة التآكل الشديد - الاستبدال.
غالبًا ما يتطلب الفرجار 16K20 إصلاحًا للعربة ، والذي يتمثل في استعادة الأدلة السفلية التي تتفاعل مع أدلة السرير. يلزم إيلاء اهتمام خاص للحفاظ على وضع عمودي ثابت للعربة.
عند إصلاح الفرجار ، من الضروري التحقق من كلتا الطائرتين باستخدام مستوى المبنى.
يمكن أن يكون جهاز الخراطة الذي يتم به عمل المعدن بسيطًا جدًا. يمكنك تجميع آلة محلية الصنع بيديك تقريبًا من وسائل مرتجلة مأخوذة من الآليات التي سقطت في حالة سيئة.
مخرطة منزلية
يجب أن تبدأ بإطار معدني ملحوم من قناة ، والذي سيكون السرير. من الحافة اليسرى ، يتم تثبيت غراب رأس أمامي ثابت عليه ، ويتم تثبيت دعامة على اليمين. آلة عصامية ، مصنوعة يدويًا ، توفر مغزلًا جاهزًا مع ظرف أو لوحة أمامية.
يستقبل المغزل عزم الدوران من المحرك الكهربائي من خلال ناقل حركة على شكل حرف V.
عندما تعمل الآلة من أجل المعدن ، من المستحيل أن تمسك القاطع بيديك (على عكس العمل بالخشب) ، لذلك ستحتاج إلى دعم يتحرك طوليًا.يتم تثبيت حامل أداة عليه مع إمكانية تبديله بشكل عرضي لاتجاه حركة الدعم نفسه.
يتم ضبط حركة الشريحة وحامل الأداة بالقدر المحدد عن طريق المسمار مع دولاب الموازنة ، الذي يحتوي على حلقة بها أقسام مترية. يتم تشغيل العجلة اليدوية يدويًا.
VIDEO
لتجميع جهاز الدوران بيديك ، سوف تحتاج إلى:
اسطوانة هيدروليكية؛
رمح من امتصاص الصدمات.
زاوية ، قناة ، شعاع معدني ؛
محرك كهربائي؛
بكرتان
سيور.
مخرطة محلية الصنع على قناة
يتم تجميع مخرطة محلية الصنع بيديك بهذه الطريقة:
يتم تجميع هيكل الإطار من قناتين وعوارض معدنية. عند العمل في المستقبل بأجزاء أطول من 50 مم ، يجب استخدام مواد بسمك لا يقل عن 3 مم للزاوية و 30 مم للقضبان.
يتم تثبيت الأعمدة الطولية على قناتين مع قضبان توجيه بتلات ، كل واحدة منها مثبتة بمسامير أو ملحومة.
لتصنيع غراب الرأس ، يتم استخدام أسطوانة هيدروليكية ، يجب ألا يقل سمك جدارها عن 6 مم. يتم الضغط على اثنين من المحامل 203 فيه.
يتم توجيه العمود من خلال محامل بقطر داخلي 17 مم.
هيدروليكي الاسطوانة مملوءة بزيوت التشحيم.
يتم تثبيت صمولة بقطر كبير أسفل البكرة لمنع ضغط المحامل.
يتم أخذ البكرة النهائية من غسالة مستعملة.
يتكون الفرجار من صفيحة ذات أدلة أسطوانية ملحومة بها.
يمكن صنع ظرف الظرف من قطعة أنبوب بقطر مناسب ، مع صواميل ملحومة عليها وثقوب مصنوعة لـ 4 براغي.
يمكن استخدام المحرك الكهربائي لنفس الغسالة (بقوة 180 واط) ، المتصل بغراب الرأس بواسطة حزام سير ، كمحرك.
في الحالات التي تكون فيها معدات الخراطة معطلة ، ليس من الضروري على الإطلاق شراء وحدة جديدة باهظة الثمن. بعد إجراء إصلاح كفء ، ستتمكن المخارط مرة أخرى من أداء جميع العمليات التكنولوجية الخاصة بمعالجة المعادن بكفاءة وفعالية. قبل فهم عملية مثل إصلاح المخرطة ، عليك أن تتذكر ما هو الدوران وكيف يتم ترتيب المعدات اللازمة لتنفيذه.
ليس من الممكن دائمًا شراء معدات جديدة. لا يوجد سوى مخرج واحد - الإصلاح
عند القيام بالدوران ، يتم حل المشكلة لتقليل قطر قطعة العمل ، مما يؤدي إلى حركة دورانية ، يتم تثبيتها في محور دوران الآلة. تتم إزالة الطبقة المعدنية الزائدة (بسبب انخفاض قطر قطعة العمل) بواسطة قاطع مزود بحافة قطع.
يمكن أن تتحرك في الاتجاهات الطولية (التغذية) والعرضية. من خلال ضبط معلمات هذه الحركات (الدوران والحركة الطولية والعرضية لأداة القطع) ، من الممكن تنظيم سمك الطبقة المعدنية المزالة وشكل الرقائق والتأثير على جودة المعالجة المنفذة.
VIDEO
تشمل الوحدات الهيكلية الرئيسية لمجموعة المخرطة ما يلي:
سرير محمل مع أدلة يتحرك على طوله غراب ذيل المخرطة ودعمه ؛
غراب الرأس الموجود على الجانب الأيسر من السرير (أهم العناصر الهيكلية للغراب الرأس هي مجموعة المغزل وظرف الظرف ، حيث يتم إصلاح قطعة العمل التي تتم معالجتها على الجهاز) ؛
علبة تروس مثبتة في مقدمة السرير ؛
مباشرة الدعم نفسه ، والذي يحتوي على شريحة لضمان الحركة الجانبية لأداة القطع ؛
حامل أداة يتحرك على طول الشريحة المتقاطعة للدعم.
العناصر الرئيسية للمخرطة المعدنية
يمكن أن تحتوي الوحدات المدرجة ، التي تتطلب صيانة دورية وإصلاحًا في بعض الأحيان ، على تعديلات مختلفة ، والتي تحدد الغرض من الماكينة ووظائفها (مخرطة متعددة القطع ، برج المخرطة ، إلخ).
أكثر المواقف شيوعًا التي لا تتطلب الصيانة ، ولكن يلزم إصلاح وحدة التدوير ، هي تآكل الموجهات ، والمحامل ، وفشل الشوكات التي تقوم بتبديل عناصر التروس ، وما إلى ذلك بطبيعة الحال ، بعد فترة من التشغيل المطول ، تحتاج معدات التدوير إلى إصلاحات كبيرة ، التي يجب أن تكون مستعدة بشكل صحيح وشامل.
يتم تحديد مستوى الاهتزاز والضوضاء المنبعثة من الأجزاء البالية من المخرطة عندما تكون المعدات في وضع الخمول. بالإضافة إلى ذلك ، يتم فحص الجريان المحوري والشعاعي لتجميع المغزل. لتشخيص حالة المحامل المتدحرجة ، من الضروري معالجة قطعة اختبار ومقارنة المعلمات الهندسية التي تم الحصول عليها بالقيم المطلوبة. في كثير من الحالات ، تسمح لك هذه الإجراءات بتجنب الإصلاحات الرئيسية للمعدات وتقتصر على التخلص من الأعطال المحلية.
VIDEO
إذا كان من الضروري مع ذلك إجراء إصلاح شامل للمخرطة ، فمن الضروري قبل ذلك تنظيف المعدات تمامًا من الأوساخ والغبار المتراكم أثناء تشغيلها. يجب تصريف جميع السوائل التقنية اللازمة لتشغيل الماكينة (زيت ، سائل تبريد). ثم يتم فحص ما إذا كانت جميع العناصر الهيكلية للمعدات في مكانها الصحيح.
يعتمد اختيار طريقة إصلاح أدلة مجموعة المخرطة (من الصعب جدًا إجراء مثل هذا الإصلاح بيديك ، دون وجود معدات خاصة) على مدى تآكل هذه العناصر الهيكلية ، وما هي الصلابة التي تمتلكها ، إلى أي مدى تم تجهيز فريق الإصلاح تقنيًا لتنفيذ هذا الإجراء الصعب.
أدلة سرير المخرطة البالية
من الممكن استعادة أدلة الأسرة التي تعرضت لتآكل كبير بعد التشغيل المطول بطرق مختلفة: التخطيط ، والطحن ، والكشط (مع أو بدون اللف) ، والسحب ، والطحن ، والدحرجة باستخدام بكرات خاصة. الطرق الأكثر شيوعًا المستخدمة لإصلاح سرير المخرطة هي التخطيط والكشط والطحن.
لا يمكن توضيح مقدار التآكل على الموجهات إلا بعد إزالة جميع الأوساخ والنتوءات الموجودة من سطحها. لتحديد الفجوات المتاحة على هذه العقد من المخرطة ، يتم وضع مسطرة معدنية عليها ، وباستخدام مسبار ، يتم تحديد المناطق الأكثر تهالكًا التي تتطلب إصلاحًا عاجلاً ، مع أخذ القياسات كل 30-50 سم.
فحص السرير مع تركيبات محلية الصنع
يمكن للفنيين المتمرسين تحديد الأجزاء الأكثر تآكلًا في أدلة الأسرة باستخدام ورق رقيق لا يتجاوز سمكه 0.02 مم. يتم تثبيت مثل هذا الورق على عقد المخرطة قيد الدراسة ويتم الضغط عليها بمسطرة معدنية. في الأماكن التي لم تتعرض فيها الأدلة للتآكل الشديد ، لا يتم سحب الورق من تحت المسطرة ، ولكنه ينقطع على طول حافته.
الكشط ، على الرغم من كونه عملية شاقة إلى حد ما ، يتم إجراؤه في كثير من الأحيان ، لأنه يسمح لك باستعادة المعلمات الهندسية للعقد المدروسة للمخرطة بشكل فعال.
تحديد أقل أقسام السرير تآكلًا
لإجراء الكشط ، الذي يتم إجراؤه كجزء من إصلاح شامل ، يتم تثبيت سرير المعدات على قاعدة صلبة ، والتحقق من موضع عناصره في الاتجاهات الطولية والعرضية ، وإذا لزم الأمر ، استخدام الأحذية والأوتاد لضبط موضعها .
عند التحقق من حالة أدلة السرير ودرجة تآكلها ، يتم استخدام تلك الأجزاء الموجودة أسفل غراب الذيل كأسطح مرجعية (وهي الأجزاء التي تتعرض لأقل تآكل أثناء التشغيل). بعد كل خطوة كشط ، يتم فحص وحدات المخرطة هذه للتوازي والانحناء.
إذا تم تقوية أدلة السرير التي تحتاج إلى الإصلاح ، فإن الطحن هو الأفضل لاستعادة المعلمات الهندسية.
طحن أدلة السرير في المرآب
تتميز عملية طحن أدلة السرير ، مقارنة بعملية الكشط ، بإنتاجية أعلى ، ولكن من غير العملي استخدام هذه الطريقة عند استعادة الوحدات غير المصلبة.
من أجل طحن فراش المخرطة بكفاءة ، يجب تنظيف جميع النكات والخدوش بعناية. ثم يتم تثبيت السرير للإصلاح على طاولة عمل المسوي ، مع مراعاة التوازي بين أسطحه واتجاه حركته. بالإضافة إلى ذلك ، باستخدام المستوى الذي تم تعيينه على جسر الغراب الخلفي ، تحقق من التفاف الأدلة. فقط بعد ذلك يبدأون في طحن هذه العقد.
إذا لم يتم تقوية الأسِرَّة الإرشادية التي يجب ترميمها أثناء الإصلاح ، فيجب معالجتها باستخدام التخطيط النهائي.
VIDEO
كما هو الحال قبل الطحن ، قبل الانتهاء من التخطيط ، يجب تنظيف السرير مسبقًا من النكات الموجودة وتثبيته على سطح عمل المسوي ، والتحقق من توازي عناصره مع اتجاه حركته.
عند استخدام طريقة الإصلاح هذه ، يتم تشكيل أسِرَّة التوجيه باستخدام قاطع في 3-4 ممرات ، وبعد ذلك يتم التحقق من التوازي والاستقامة والالتواء. إذا كانت جميع المعلمات الهندسية للوحدات التي يتم إصلاحها تفي بالمتطلبات بعد المعالجة ، فسيتم فصل السرير عن سطح طاولة العمل لمعدات التخطيط الطولي.
يُظهر مقطع الفيديو الخاص بعمليات الاسترداد هذه أنه يكاد يكون من المستحيل تنفيذها بيديك ، دون وجود معدات خاصة للإصلاحات.
VIDEO
نظرًا لأن الكشط هو أحد أكثر الطرق شيوعًا لإصلاح أدلة السرير ، فسننظر في تسلسل هذه العملية التكنولوجية.
VIDEO
يتضمن الإصلاح الشامل لحمل الدعم استعادة أدلةه السفلية ، إلى جانب أدلة السرير. بالإضافة إلى ذلك ، عند استعادة هذه الوحدة ، من الضروري تحقيق عمودية مستوى حركتها على الطائرات التي تم تثبيت ساحة المخرطة وصندوق التغذية عليها. لتحديد درجة انحراف هذه الطائرات عن القاعدة ، يتم استخدام مستوى وتحقيقات بسماكات مختلفة.
نتيجة للإصلاح الشامل ، يجب محاذاة نقل المخرطة بالتوازي مع الحركة العرضية للدعم بدقة تبلغ 0.02 مم على طول 300 مم. يتم فحص هذه المعلمة باستخدام مؤشر خاص ، يتم إصلاحه في حامل أداة المخرطة.
إصلاح أدلة النقل
تتم استعادة معلمات أدلة النقل باستخدام وسادات تعويض خاصة أو أكريلوبلاست ، ويتم إصلاح الشريحة المتقاطعة عن طريق الطحن. الشريحة العلوية من الفرجار ، إذا كانت بحاجة إلى إصلاح ، تتعرض أولاً للكشط والمحاذاة ، ثم يتم صقلها بالرمل.
يتم توضيح ترتيب محاذاة محاور المسمار اللولبي والعمود مع صندوق التغذية ومئزر المخرطة جيدًا من خلال فيديو هذه العملية.
VIDEO
يتم تنفيذ هذا الإجراء بالتسلسل التالي.
تم تثبيت جسم صندوق تغذية المخرطة على السرير.
يتم تثبيت الشريحة الطولية في منتصف السرير ، ويتم تثبيتها بمسامير شريط التثبيت الخلفي.
يتم توصيل ساحة المخرطة بالحافلة باستخدام البراغي.
يتم إدخال مغازل التحكم في فتحات المريلة وصناديق التغذية ، والتي تشمل المسمار اللولبي والعمود.
يتم إحضار عربة النقل مع المريلة إلى صندوق التغذية وفي منطقة التلامس الخاصة بمحاذاة التحكم يتم تحديد قيمة محاذاة الخلل.
إنها تحقق محاذاة الشياق عن طريق تثبيت بطانات جديدة أو كشط أدلة الماكينة أو إعادة تثبيت صندوق التغذية.
VIDEO
الأسطح 3 و 4 و 6 (الشكل 87 ، أ) - الأدلة التي يتحرك على طولها غراب ذيل المخرطة ، ترتدي أقل بكثير من الأسطح 7 و 8 من دليل الشريحة الأمامي. تآكل أقل قليلاً على الأسطح 1 و 2 و 10. الأسطح 5 و 9 و 11 و 12 عملياً لا تبلى. يتم تفسير مقدار التآكل المختلف على أسطح الأدلة من خلال حقيقة أنه عندما تتحرك وحدات التجميع وغراب الذيل والفرجار ، تعمل الأحمال المختلفة على هذه الأسطح.
بناءً على GOST 18097-72 ، عند إصلاح أسرة المخرطة ، يجب استيفاء المتطلبات التالية:
يجب أن تكون الأدلة مستقيمة ، والتحدب المسموح به هو 0.02 مم لكل 1000 مم ؛
يجب أن تكون الأسطح 2 و 3 و 4 و b و 7 و 8 متوازية في المستوى الأفقي ، ولا يكون لها انحناء حلزوني يتم ملاحظته عندما تكون الأدلة ملتوية ، كما هو الحال في الخط الحلزوني ، الانحراف المسموح به بمقدار 0.02 مم لكل 1000 مم من الطول ؛
يجب أن تكون الأسطح 7 و 5 موازية للأسطح 11 و 12 للسكك الحديدية ، ويكون الانحراف المسموح به 0.10 مم لكامل طول السرير ؛
يجب أن تكون الأسطح 3 و 4 موازية للأسطح 7 و 8 ، وهو انحراف مسموح به قدره 0.03 مم على كامل طول السرير ؛
يجب أن تكون الأسطح 1 و 10 موازية للأسطح 2،7 و 8 ، وهو انحراف مسموح به قدره 0.03 مم على كامل طول السرير.
تعتمد متانة أدلة السرير بشكل أساسي على وضع تشغيل الماكينة وجودة الصيانة.
لاستعادة دقة الأدلة ، يتم تثبيت السرير على حامل أو أرضية صلبة ويتم فحص موضعه في الاتجاه الطولي عند المستوى 10 (الشكل 88). يتم تثبيت الأخير على أجزاء أقل تآكلًا من الدليل الأفقي بطوله بالكامل.
يتم فحص موضع سرير المخرطة في الاتجاه العرضي بمستوى الإطار ، والذي يتم تطبيقه على المستوى حيث يتم إرفاق صندوق التغذية. في الوقت نفسه ، يتم فحص الالتواء اللولبي ، حيث يتم استخدام جسر أو عربة (تستخدم كجسر ومستوى). يتم تثبيت الجسر في مناطق مختلفة على طول الأدلة. اعتمادًا على قراءات المستويات ، يتم ضبط موضع السرير بأحذية 14 (انظر الشكل 87 ، ب ، I) أو أسافين 15 (الشكل 87 ، ب ، II) ، موضوعة تحت قاعدتها أو أسفل الساقين. من المريح جدًا تثبيت السرير على براغي جاك 16 (الشكل 87 ، ب ، III).
عن طريق فك أو شد براغي الرافعة ، يتم رفع السرير أو خفضه. يتم إجراء التعديل حتى تصبح فقاعة أمبولة المستوى الرئيسي في وضع الصفر ، مما يشير إلى الموضع الصحيح للسرير.
بعد محاذاة السرير ، يتم تحديد سطح قاعدة ، يتم من خلاله التحكم في التوازي لجميع الموجهات التي تم إصلاحها *. في فراش المخرطة (انظر الشكل 87 ، أ) ، عادةً ما يتم أخذ الأدلة 3 و 4 و 6 الخاصة بمخزن الذيل كقاعدة ، حيث إنها تبلى بدرجة أقل بكثير من الأدلة الأخرى. يتم تنعيم هذه الأسطح أولاً للتخلص من التآكل عن طريق التحقق دوريًا من الاستقامة والتسطيح بحافة مستقيمة.
بعد إعداد القاعدة وفقًا لمسطرة التحكم ، سيقومون بكشط أسطح 2،7 و 8 أدلة (انظر الشكل 87 ، أ) مع التحقق من التوازي.
تتزايد الانحرافات مع زيادة عدد إصلاحات الماكينة ، ولهذا السبب ، عند تجميع الآلات التي تم إصلاحها ، من الضروري قضاء الكثير من الوقت في ضبط صندوق التغذية ، وقوس المسمار اللولبي ، وبكرة الرصاص في مكانها ، والتي يتم تنفيذها بواسطة القشط اليدوي.
يمكن تجنب ذلك باستخدام تقنية إصلاح أكثر عقلانية ، والعنصر الأساسي لهذه التقنية هو أن المقاطع التي يبلغ طولها 200-300 مم في نهايات الأسطح 11 و 12 تؤخذ كقاعدة (انظر الشكل 87 ، أ). هذه الأسطح خالية من التآكل وبالتالي لا تحتاج إلى أن تكون معدة مسبقًا مثل أدلة الذيل.
في نهاية تحضير الأسطح الأساسية ، يبدأون في كشط الأدلة. أولاً ، قم بخدش أسطح الطلاء الموضحة في الشكل. 87 ، والأرقام 3 و 4 و 6. في نفس الوقت ، من وقت لآخر ، تحقق من التوازي والانحناء اللولبي لهذه الأسطح باستخدام جسر عالمي. لتوفير الراحة للقياسات ، تم تثبيت مؤشرين على الجهاز. وفقًا لهم ، يتم تحديد التوازي بين أسطح الأدلة والمنارات ، ويتم تعيين الانحناء الحلزوني على المستوى.
بعد ذلك ، كشط الأسطح 2 و 7 و 8. بالمستوى ، تحقق من الانحناء الحلزوني للأسطح 2.7 و 8 (الشكل 89 ، أ) ، وباستخدام مؤشر ، توازي الأسطح 7 و 8 مع أسطح القاعدة. يتم كشط الأسطح 1 و 10 أخيرًا.
لتحديد مقدار التآكل على الموجهات ، يتم استخدام مسطرة التحكم وأجهزة الاستشعار (الشكل 90 ، أ). يجب أن يكون طول المسطرة 2/3 على الأقل من طول السطح الذي تم اختباره.
عند البدء في التحقق ، أولاً وقبل كل شيء ، قم بتنظيف سطح الأدلة لإزالة النكات والتسجيل الخام. بعد ذلك ، قم بفرض مسطرة 1 وباستخدام المجسات 3 ، قم بقياس الفجوة بينها وتوجيه 2 كل 300-500 مم. عندما تكون الفجوة أكبر ، يكون تآكل الدليل ، أي انحرافه عن الاستقامة هو الحد الأقصى.
يتم فحص الأسطح العريضة من أجل التسطيح (الشكل 90 ، ب). للقيام بذلك ، يتم وضع المسطرة 1 على بلاطي تحكم 2 و 3 من نفس الحجم ويتم قياس المسافة بين سطح الجزء 4 والمسطرة باستخدام المسابير. يتم ذلك في عدة اتجاهات - أ ، ب ، ج ، د ، هـ ، في كل مرة يتم إجراء قياسات في عدة نقاط على طول المسطرة.
بدلاً من المجسات ، تُستخدم أحيانًا قطع (بتلات) من المناديل الورقية بسمك 0.02 مم. يتم وضع البتلات في عدة أماكن على الأدلة ويتم تطبيق المسطرة عليها. بعد ذلك ، بدأوا في سحب البتلات من تحت الحاكم ؛ إذا كان السطح مستقيمًا ، يتم ضغط البتلات ولا يتم سحبها ، ولكن يتم قطعها فقط من نهاياتها.
في الحالات التي تكون فيها الأدلة أطول بكثير من مسطرة التحكم الحالية ، يتم تحديد مقدار التآكل من خلال مستوى صانع الأقفال الحساس باستخدام جهاز خاص - يتم استخدام جسر أو قاعدة غراب الذيل بدلاً من ذلك.
يتم تحريك الجسر مع المستوى الموجود طوليًا على طول الأدلة. ستكون المنطقة التي تنحرف فيها الفقاعة أكثر من غيرها هي المنطقة الأكثر تهالكًا. بعد العثور على هذا القسم ، قاموا بتقسيم (المشي منه) السرير إلى أجزاء متساوية في الطول ، بما يتوافق مع المسافة بين دعامات الجسر. في الموقع الأولي ، يتم ضبط المستوى بحيث تأخذ فقاعة الأمبولة الرئيسية الموضع الأوسط ، أي ، اتضح أنها عند الصفر.
عند تحديد مقدار التآكل باستخدام الطريقة الموصوفة ، من الضروري مراعاة أن المستوى يظهر انحرافًا بطول 1000 مم ، بينما يتم أخذ القياسات في أقسام ذات طول أقصر. لذلك ، يجب إعادة حساب قراءات المستوى فيما يتعلق بالمسافات المقاسة بالفعل. على سبيل المثال ، إذا كان تقسيم المقياس للمستوى 0.04 مم لكل 1000 مم ، وكانت كل مسافة مقاسة 500 مم ، فسيكون تقسيم المقياس في هذه المناطق 0.02 مم.
يتم تحديد تآكل الأدلة الأفقية بواسطة الجسر والمستوى على النحو التالي.بعد وضع الجسر على الجزء الأكثر تهالكًا من الإطار ، والذي تم العثور عليه من خلال حقيقة أنه عند حدود هذا الجزء تنحرف فقاعة المستوى في اتجاه واحد وفي الاتجاه الآخر (دعها تكون القسم 4-5) ، حرك الجسر بالمستوى إلى القسم التالي 5-6 ... هنا ، يتم تحديد مؤشر المستوى (تنحرف الفقاعة نحو الارتفاع) ويتم إدخال هذا المؤشر في جدول رسم بياني تم تجميعه خصيصًا. إذا انحرفت الفقاعة ، على سبيل المثال ، بثلاثة أقسام ، فعندئذٍ بسعر قسمة 0.04 مم لكل 1000 مم والمسافات بين الأقسام المقاسة 500 مم ، سيتم التعبير عن انحراف الاستقامة في 0.02 × 3 = 0.06 مم.
بعد ذلك ، ضع جسرًا بمستوى في القسم 6-7 وسجل أيضًا قراءة المستوى.إذا كانت النتيجة 0.06 مم هنا ، فإن الانحراف الفعلي عن الاستقامة في الأقسام 5-6 هو 0.12 مم.
تُستخدم طريقة تحديد عدم استقامة الأدلة باستخدام المستويات على نطاق واسع في إصلاح المعدات. ومع ذلك ، يتم فحص المستوى لعدم الاستقامة فقط في المستوى الرأسي. لذلك ، أصبحت طرق التحكم البصري أكثر انتشارًا ، وأصبحت طريقة التصحيح التلقائي هي الأكثر مثالية.
فيديو (انقر للتشغيل).
تتيح هذه الطريقة قياس الانحرافات عن الاستقامة في المستويين الرأسي والأفقي. يتم إجراء القياس باستخدام أداة تسوية أوتوماتيكية ثابتة بشكل صارم 2 (الشكل 91) ومرآة مسطحة 4 ، والتي يتم تحريكها على طول السطح الذي تم اختباره. يتم تثبيت المرآة على جسر عام أو خاص ويتم ضبطها بحيث تكون متعامدة مع محور الرؤية البصرية 3 من أداة التصويب التلقائي وتتزامن الصورة مع التقاطع لمجهر العدسة 1. عن طريق تحريك الجسر مع المرآة على طول الموجهين في الخطوات L ، سيتغير موضع المرآة بسبب عدم استقامة الأقسام الفردية. تحدد زوايا الميل فيما يتعلق بالموضع الذي تم ضبطه في البداية عدم الاستقامة ، والتي يتم حسابها على مقياس المجهر ويتم رسمها بنفس الطريقة الموضحة في الشكل. 90 ، ج.